

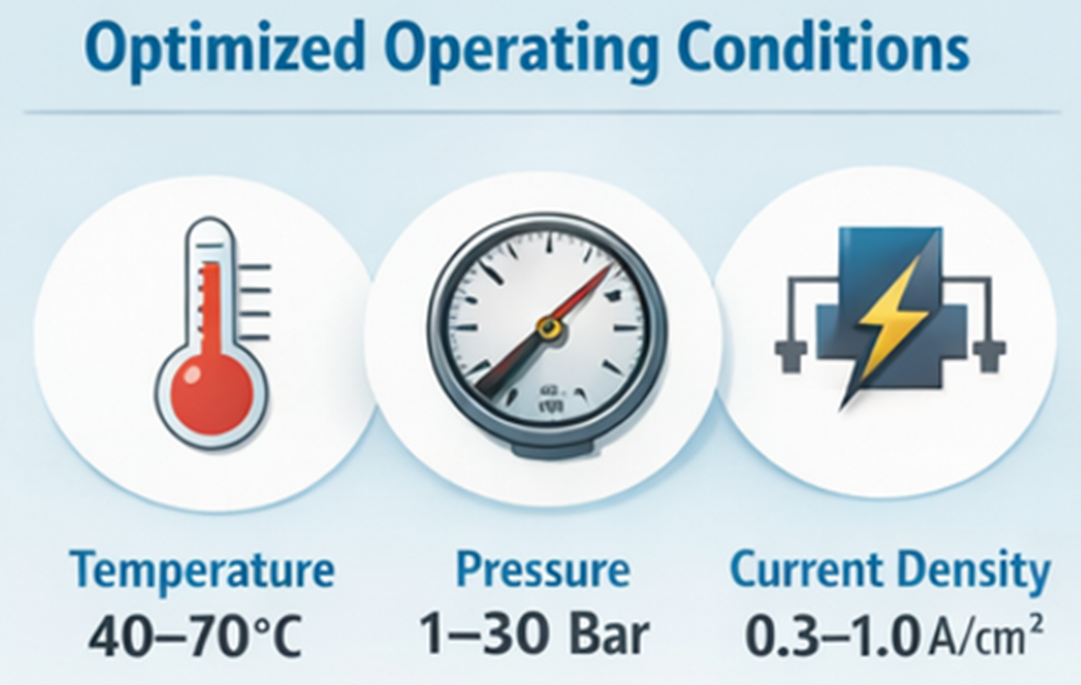
电流密度是另一关键运行参数。现行AEM电解槽通常在 0.3-1.0 Acm² 范围内运行。更高电流密度可提升单位堆面积的产氢量,但同时会增加电压损耗和材料应力。当前研究致力于在不缩短系统寿命的前提下提高电流密度。
多数AEM电解槽采用去离子水或高纯水作为原料水。部分系统会添加极稀碱性电解液以提升离子导电性。水质纯度需严格控制,二氧化碳含量必须降至最低(CO₂与氢氧根离子反应会形成碳酸盐,这种沉积物既降低性能又加速材料劣化)。
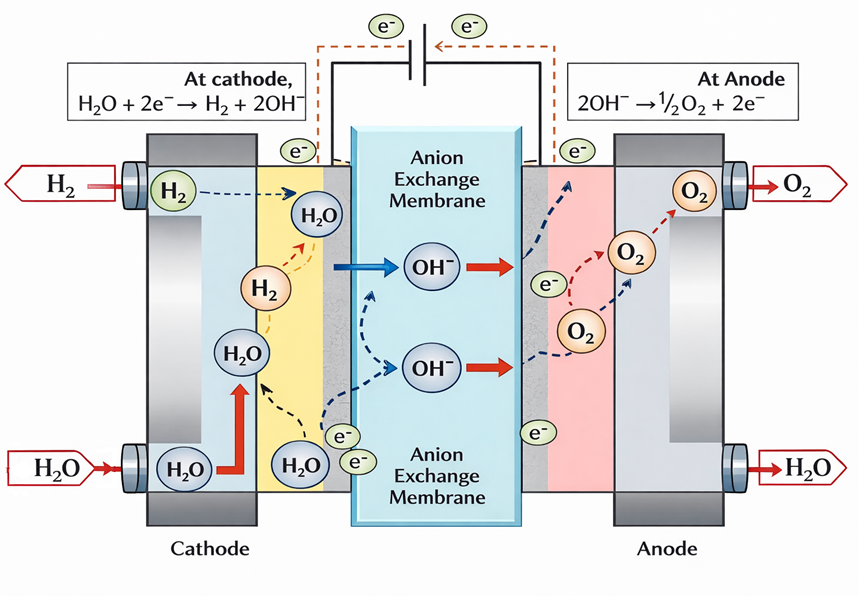
5、影响AEM电解槽性能的因素
AEM电解槽的性能通过多个关键参数衡量,包括单体电压、产氢速率、能量效率及法拉第效率。单体电压是最重要指标之一,在相同电流密度下,更低的单体电压意味着电解槽消耗更少的电能,这直接提升整体效率。
各类损耗会降低AEM电解槽性能,电极反应动力学迟缓导致活化损耗,这些损耗与催化剂活性密切相关。欧姆损耗源于膜、电极及接触界面中的电阻,电阻增大将导致电压损耗上升。当供水或排气不均匀时,会产生质量传递损耗。若氢氧气无法快速从反应位点排出,这些损耗将进一步加剧。

在所有损耗中,膜电阻与催化剂性能对AEM系统尤为关键,低离子传导率的膜会加剧电压损耗;催化剂活性不足会增加活化过电位。
随着电流密度提升,所有损耗均趋于显著,离子穿膜难度增大,高电流密度下气泡更易聚集,这将推高电压并限制大功率运行。
要实现高效稳定运行,必须完善水分管理——确保水均匀到达反应区,高效清除电极气体,优化电极结构以改善质量传递。提高膜导电性也有助于降低电能损耗。这些因素共同决定了AEM电解槽长期高效运行的关键。
6、AEM电解槽的主要劣化与失效机制
AEM电解槽的长期耐久性取决于若干关联的劣化机制。主要问题之一是膜劣化。
- 阴离子交换膜会随时间发生化学降解,当氢氧根离子侵蚀膜内功能基团时,这种化学降解便会发生,其结果是膜的离子传导能力逐渐丧失;
- 膜还可能发生机械降解,吸水膨胀与干燥收缩的反复循环会产生机械应力,而电极两侧的压差则加剧应力作用。长期作用下可能导致膜体开裂、变薄或机械强度丧失。
催化剂降解是影响耐久性的另一关键因素。运行过程中催化剂颗粒可能发生团聚并增大尺寸,导致可供反应的活性表面积减少。反复启停循环也会导致催化剂氧化或降解,这些氧化还原循环会逐渐降低催化活性并增加电池电压。
二氧化碳污染是AEM电解槽面临的另一挑战,空气中的CO₂可能进入系统并与氢氧根离子反应。该反应会形成碳酸盐化合物。碳酸盐会降低膜中氢氧根离子的传导性,同时可能堵塞催化剂和电极上的活性位点。
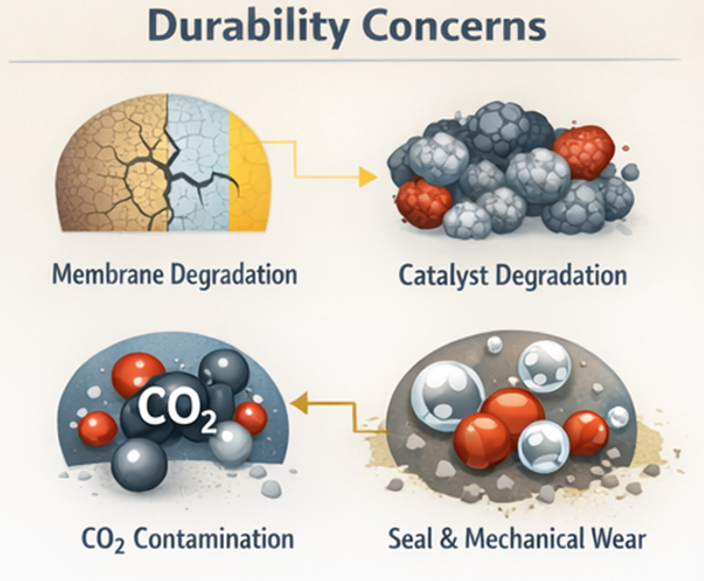
系统层面的机械与运行问题同样影响使用寿命,密封件和垫片会随时间劣化,堆栈内不均匀的压缩力可能损伤膜和电极,运行中的热循环会引入额外应力。
综合这些因素,当前AEM电解槽的使用寿命仅限于数万运行小时。材料与系统设计的持续改进旨在延长使用寿命并提升长期可靠性。
7、辅助设备(BOP)
辅助设备(BOP)涵盖电解槽堆栈周边所有支撑系统,这些系统对安全、稳定、高效运行至关重要。辅助系统虽不直接产氢,但保障堆栈正常运行。
- 电力电子设备是其重要组成部分,整流器将电网或可再生能源的交流电转换为直流电,电解槽需稳定直流电源才能正常工作。
- 功率控制系统则在启动、停机及负载变化时调节电流。
- 水处理系统为电解槽提供高纯度水源,水中的杂质会损坏膜和催化剂。完善的处理工艺可提升系统性能并延长使用寿命。
- 冷却系统负责带走电解过程中产生的热量,温度控制对保护膜组件及维持效率至关重要。
- 气体处理装置通过气液分离器从氢氧气流中去除水分。
- 干燥装置进一步降低含水量。
- 压力控制装置则调节气体压力以确保安全储存或下游使用。
- 仪表与控制系统持续监测关键运行参数,包括电压、电流、温度、压力及气体纯度。
- 控制系统支持自动运行并能快速检测故障。
在多数系统中,辅助设备占总系统成本的很大比例,对电解槽的整体效率、安全性和长期可靠性具有重大影响。
8、AEM电解槽的主要优势和当前局限性
AEM电解槽烦人主要优势在于潜在的成本降低空间,可采用非贵金属催化剂替代昂贵的铂族金属,且结构材料成本低于PEM电解槽,显著降低系统总体资本支出。
AEM电解槽采用固态膜替代循环液态电解质,无需处理浓碱溶液。由此降低了腐蚀风险和维护需求,相较传统碱性电解槽,系统设计更为简洁安全。
尽管具备这些优势,AEM技术仍存在局限性。
- 膜材料耐久性是主要挑战之一,高电流密度下膜材料降解加速,长期运行会加剧性能衰减风险。
- AEM电解槽对CO₂污染敏感,CO₂与氢氧根离子反应会降低膜导电性,导致效率下降并缩短系统寿命。
- 此外,AEM电解槽的大规模商业化应用仍受限,其长期工业应用案例远少于碱性及质子交换膜技术。
鉴于这些挑战,AEM电解槽目前仍被视为新兴技术,虽展现出巨大潜力,但尚未成为完全成熟的工业解决方案。需持续研发以提升耐久性并推动广泛应用。
-
最关键的优先事项之一是提升膜稳定性,膜必须抵御氢氧根离子的化学侵蚀,并在长期运行中保持机械强度。目前,膜材料劣化是限制系统寿命的主要因素之一。 -
催化剂性能同样亟待提升,需在更高电流密度下保持活性与稳定性。更高电流密度意味着更小的电解槽堆栈即可产出更多氢气,从而缩减系统体积并降低成本。催化剂的长期耐久性对持续运行至关重要。 -
另一关键领域是杂质耐受性,AEM电解槽必须更有效地处理空气中的CO₂, 同时需耐受进水中的微量杂质。提升杂质耐受性将简化系统设计,并降低运维要求。 -
制造工艺发展同样关键,生产方法必须具备可扩展性和可重复性,以确保大批量电栅的质量一致性,同时降低制造成本。

|
序号 |
议题方向 |
演讲企业 |
|
1 |
风光离网制氢条件下AEM解决方案 |
亿纬氢能 |
|
2 |
高可靠性PTFE垫片与PPS隔膜解决方案助力ALK行稳致远 |
时代新材 |
|
3 |
电解水制氢系统的数字孪生应用进展与展望 |
郑州大学 周俊杰 教授 |
|
4 |
待定 |
稳石氢能 |
|
5 |
高性能泡沫镍及其表面改性低成本高效制备技术在制氢电解槽上应用的研究进展 |
中南大学 魏秋平 教授 |
|
6 |
AEM制氢膜电极制备工艺与自动化技术 |
拟邀:宁波微威新材 |
|
7 |
海水制氢的抗腐蚀机制与抗渗透电解槽设计 |
拟邀:中国海洋工程研究院 |
|
8 |
质子交换膜的性能优化与电解槽系统协同设计 |
质子交换膜研发及生产商、上游关键材料供应商 |
|
9 |
碱性电解水技术的大规模、低电耗与智能化升级路径 |
头部碱性电解槽生产商、专注于工业智能化控制的解决方案供应商 |
|
10 |
“ALK+PEM”制氢技术的协同与集成应用策略 |
综合制氢设备供应商 |
|
11 |
破局阴离子交换膜技术瓶颈:兼顾高强度、稳定性与寿命的设计方案 |
阴离子交换膜供应商、关键材料供应商及研发部门 |
|
12 |
SOEC高温电解的技术突破与长期稳定性提升 |
SOEC头部企业 |
|
13 |
离网制氢场景对电解槽快速响应特性的解决方案 |
离网制氢电解槽制造商 |
|
14 |
不同电解水制氢电源技术路径对比及市场前景分析 |
制氢电源整流器生产商 |
|
15 |
双极板蚀刻工艺智能制造优化方案 |
核心部件(双极板)制造商 |
|
16 |
中国电解水制氢技术出海机遇与挑战 |
已获得海外认证并出口设备的头部企业 |
报名方式一:请加微信并发名片报名
艾盈盈:18617020032(同微信)
邮箱:ab019@aibang.com

报名方式二:扫码报名
报名链接:https://www.aibang360.com/m/100286?ref=172672
或者识别二维码进入报名页面登记信息

阅读原文,在线报名
